PVC發(fā)泡板(PVC expansion sheet)又稱為雪弗板或安迪板�����,按制作工藝��、外觀和性能可分為PVC結(jié)皮發(fā)泡板和自由發(fā)泡板���。
PVC結(jié)皮發(fā)泡板采用塞盧卡工藝生產(chǎn)����,表面結(jié)一層硬皮,光滑平整����、硬度高、力學(xué)性能好�����,并且產(chǎn)品精度高���、厚度誤差小,對模具��、配方����、工藝、原材料要求嚴格�����。
PVC自由發(fā)泡板,表面疏松�,沒有結(jié)皮,呈現(xiàn)細密凹凸狀麻面�,有利于印刷、噴涂����、貼面,采用普通發(fā)泡模具即可生產(chǎn)���,工藝過程相對容易控制�。
硬質(zhì)PVC結(jié)皮發(fā)泡板的擠出加工工藝條件比常規(guī)的PVC管材和型材的加工條件苛刻得多��。硬質(zhì)PVC結(jié)皮發(fā)泡擠出工藝的關(guān)鍵是發(fā)泡劑的分解與成核����,氣泡的成長與固定等過程與PVC熔體的塑化與成型過程相適應(yīng)。需要嚴格控制螺桿轉(zhuǎn)速�����、擠出溫度����、壓力等來實現(xiàn)���,同時還跟機頭、口模��、定型模結(jié)構(gòu)有密切關(guān)系�����。

?
1�����、混合工藝
由于異向雙螺桿擠出機的混合混煉功能弱���,因此在擠出之前要設(shè)置配料����、熱混�、冷混料工序��。本生產(chǎn)線采用SRL-Z系列熱冷混合機組進行混料�����。物料的混合工序是十分重要的,物料混合質(zhì)量的優(yōu)劣將直接影響著擠出成型過程及板材外觀與內(nèi)在的質(zhì)量�。物料混合溫度過高或過低,會導(dǎo)致物料提前分解或塑化不良�。因此混料程序和溫度的控制是混合工藝的關(guān)鍵。一般生產(chǎn)投料順序為PVC��、穩(wěn)定劑��、內(nèi)潤滑劑��、加工助劑��、填料�、外潤滑劑、鈦白婁���。投入量
約為熱混筒有效容積的60%�����,高速熱混溫度控制在110~120℃范圍內(nèi)進行5~10 min�,冷卻混合水溫在15~20℃以下��,冷混的物料5~10 min后在35~40℃時從混合機放出。

?
2��、擠出工藝
1)擠出溫度�。為獲得泡孔致密均勻、表面平整光潔的硬質(zhì)PVC結(jié)皮發(fā)泡板材��,在生產(chǎn)中應(yīng)嚴格控制各區(qū)間的溫度��。如果機筒和螺桿溫度過高���,物料容易提前發(fā)泡造成熔體破裂�,板材表面粗糙;如果溫度太低�,物料塑化不完全,板材表面不平整;過渡體和模唇的溫度應(yīng)低于擠出溫度��,但溫度太低會使熔體溫度過低而失去彈性被拉斷���,溫度過高會使熔體強度和彈性降低��,泡孔破裂����,板材表面產(chǎn)生空洞缺陷�����。物料擠出一般都經(jīng)過加熱��、恒溫和保溫3個過程����。加
熱區(qū)在擠出機排氣口的前部(即一區(qū)輸送段和二區(qū)壓縮段);恒溫區(qū)則在排氣口后部(即三區(qū)排氣段和四區(qū)計量段);保溫區(qū)主要由機頭、過渡體和口模組成���。物料在加熱區(qū)需要較大的熱量����,該區(qū)溫度的設(shè)定應(yīng)稍高一些���,以滿足
迅速補充熱量并使機筒溫度環(huán)境保持穩(wěn)定的要求;恒溫區(qū)由于螺桿對物料的剪切和壓延產(chǎn)生的內(nèi)熱超過物料的需要����,故該區(qū)一般設(shè)置加熱與冷卻雙向溫度控制裝置���,用以控制機筒的溫度保持恒定��,保證物料的正常塑化與擠出成型���。物料經(jīng)過恒溫區(qū)后已呈完全塑化狀態(tài)�,該區(qū)內(nèi)熱已不存在����,為建立熔體壓力需要設(shè)置加熱片補充外熱。產(chǎn)品試制發(fā)現(xiàn)����,適合硬質(zhì)PVC結(jié)皮發(fā)泡板材生產(chǎn)的各區(qū)溫度:擠出機一區(qū)(155±5)℃、二區(qū)(165±5)℃���、三區(qū)(170±5)℃���,四區(qū)(180±5)℃;過渡體(170±5)℃;口模(175±5);模唇(175±5)℃;冷卻定型裝置一區(qū)恒溫控制,二三四區(qū)冷卻控制���,模具各區(qū)冷卻溫度控制在5~40℃�����。

2)擠出速度及滯留時間�。生產(chǎn)實踐表明��,螺桿轉(zhuǎn)速與板材的擠出產(chǎn)量成正比,與板材的密度成反比����。螺桿轉(zhuǎn)速越高����,擠出速度快,熔體溫升過快增加工藝控制的困難���,但發(fā)泡程度均勻��,制品表面質(zhì)量好;相反���,螺桿轉(zhuǎn)速過低,擠出速度慢時��,會使熔體塑化不良降低生產(chǎn)效率�����,同時靠近模唇口發(fā)泡使板材表層粗糙�����。另外板材質(zhì)量還受到物料在擠出機筒和口模內(nèi)滯留時間的影響,滯留時間太短����,發(fā)泡劑分解不夠,板材密度過大;滯留時間太長�����,容易發(fā)泡過度板材力學(xué)性能降低�����。螺桿轉(zhuǎn)速應(yīng)根據(jù)結(jié)皮發(fā)泡的不同工藝方法而定�����,需要綜合考慮設(shè)備的使用要求和板材的冷卻鋸切時間�����,螺桿轉(zhuǎn)速和擠出速度根據(jù)板材厚度設(shè)置不同�,一般不超過4 m/min。本生產(chǎn)線的20 mm板材擠出速度為0.65~0.7 m/min��。
3)擠出壓力����。板材發(fā)泡成敗的關(guān)鍵在于擠出壓力控制是否合適���。螺桿轉(zhuǎn)速、熔體溫度及口模內(nèi)流道的長短和壓縮比對擠出壓力都有很大影響�。螺桿轉(zhuǎn)速增加使熔體擠出壓力升高,可以減小泡孔直徑增加氣泡數(shù)量��,有利于發(fā)泡過程��。另外物料塑化良好時����,口模壓力和電流都比較穩(wěn)定;而物料塑化不良時��,口模壓力波動提高���,電機電流增大且不穩(wěn)����。在實際生產(chǎn)中�,通常將主機電流和口模壓力的變化作為判斷擠出溫度控制是否適當?shù)闹匾罁?jù)。

2.1機頭口模及冷卻定型模具結(jié)構(gòu)
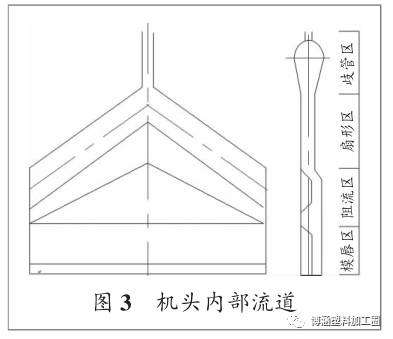
機頭口模的流道結(jié)構(gòu)直接影響著制品的發(fā)泡倍率和擠出均勻性��,進而影響制品的質(zhì)量。本生產(chǎn)線生產(chǎn)寬幅硬質(zhì)PVC結(jié)皮發(fā)泡板材��,采用衣架式擠出機頭結(jié)構(gòu)�����,機頭內(nèi)部流道組成如圖3�,由歧管區(qū)、扇形區(qū)���、阻流區(qū)和模唇區(qū)組成��,
熔體流入歧管后�����,被歧管均勻分配到整個扇形區(qū)內(nèi)����,保證料流在進入模唇區(qū)時的同向性���,同時為控制口模中熔體的壓力���,設(shè)置阻流區(qū)降低熔體壓力�����,保證料流速度的一致����。流道各部分長短設(shè)計應(yīng)滿足特定壓縮比要求���,保證物料不會發(fā)泡過度���。
?

? ? 上海精見新材料有限公司成立于2000年10月,是一家專注于PMMA(亞克力)板材及相關(guān)產(chǎn)品研發(fā)、生產(chǎn)�、加工及銷售為一體的新材料科技企業(yè)。2008年公司注冊成立美の臣?亞克力品牌�,經(jīng)過多年的悉心經(jīng)營,工廠實現(xiàn)了智能規(guī)模生產(chǎn)�����,打造出了綠色循環(huán)產(chǎn)業(yè)鏈��,產(chǎn)品通過了IQNET���、SGS等國際質(zhì)量體系認證��,與中東�、北美和歐洲等的許多國家客戶建立了長期合作關(guān)系���。
? ? 自動化的生產(chǎn)設(shè)備�,智能化���、規(guī)?�;a(chǎn)整套流水線采用達到醫(yī)藥純凈標準的全封閉形式運轉(zhuǎn)�,恒溫作業(yè);采用英國進口皮爾金頓(Pilkington) 玻璃模具�,保證品質(zhì)的穩(wěn)定性。
提供制品加工的便利���。我們?yōu)榭蛻魷蕚淞讼冗M的亞克力加工設(shè)備�����,擁有一批出色的設(shè)計人員�,可根據(jù)客戶圖紙或者樣品加工亞克力制品���。
產(chǎn)品符合各類環(huán)保要求���,檢測證書齊全�����。產(chǎn)品已通過SGS�、《國家化學(xué)建筑材料測試中心》���、《上海塑料研究所檢測中心》等權(quán)威機構(gòu)檢測�����。
擁有豐富的塑膠行業(yè)配色經(jīng)驗��,可為客戶提供個性化配色服務(wù)?����?筛鶕?jù)客戶提供的樣品�����、PANTONG號等進行個性化配色,并提供配色后的樣品供客戶確認����。
攻克行業(yè)技術(shù)難點,專業(yè)成就品牌�。特定板材專供(如農(nóng)行綠)、提供各類特殊工藝板材及配套產(chǎn)品��。